

发表时间:2014-01-14 来源:职业卫生网 浏览次数: 评论: 顶: 踩:
我国建筑卫生陶瓷产品产量大,近年来呈现持续增长势头。该企业在2007 年投产一条产3 000 万km2 建筑陶瓷项目,对其进行职业病危害控制效果评价,具体如下。
1 内容与方法
1. 1 评价依据
《中华人民共和国职业病危害防治法》等主要职业卫生法律、法规; 《工业企业设计卫生标准》( GBZ1 - 2010) [1]、《陶瓷生产防尘技术规程》( GB13691 - 92) 等评价的主要规范、技术标准; 项目可行性研究报告等评价基础依据。

1. 2 评价范围与内容
本次评价范围以新建的陶瓷生产线为主,包括配料及粉碎、粉料制备、成型干燥、烧成、抛光等生产工序及单元。评价内容包括: 生产过程中存在的主要职业病危害因素、分布、危害程度、对劳动者健康的影响程度、职业病危害防护设施及其效果、职业卫生管理措施、职业病危害事故应急救援等。

1. 3 评价方法与程序
此次评价采用了职业卫生调查、作业场所职业病危害因素检测与检查表分析法等方法。按《建设项目职业病危害控制效果评价技术导则》规定的程序进行评价。
2 结果
2. 1 主要生产工艺
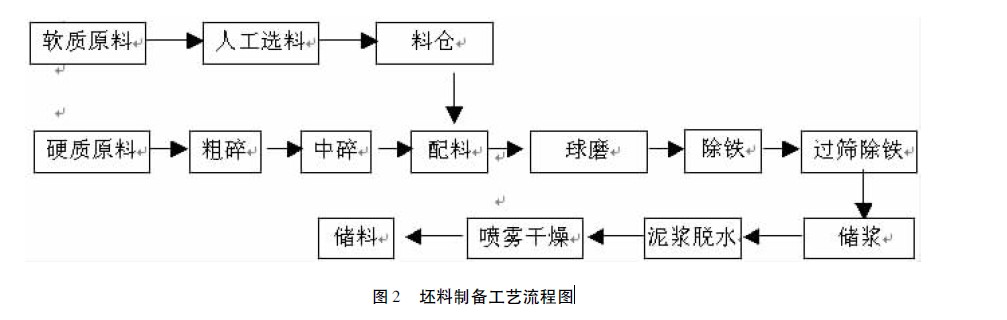
墙地砖生产工艺流程( 见图1) 。坯料制备工艺流程( 见图2) 。
2. 2 职业病危害因素识别
该项目在生产过程中可能产生的职业病危害因素主要是生产性粉尘,其次为有毒物质、噪声、高温。粉尘主要是矽尘,其次为煤尘。毒物包括砖坯干燥、烧制所用燃料在燃烧时产生的一氧化碳、二氧化硫、氮氧化物等有毒气体及产品包装过程中逸散的氯乙烯、氯化氢有毒烟气。物理因素: 噪声、高温。
2. 3 职业病危害因素检测结果及评价
2. 3. 1 粉尘检测结果陶瓷生产的全过程均存在粉尘污染,本项目陶瓷生产过程的粉尘全部为矽尘,煤气发生器有煤尘存在。粉尘结果判定标准依据《工作场所有害因素职业接触限值第1 部分: 化学有害因素》[2]。粉尘检测结果( 见表1、表2) 。选择17 个岗位作业工人检测了粉尘TWA,时间加权平均浓度合格率为76. 5%。岗位工人时间加权平均浓度超标岗位主要是粉料车间作业人员。
粉尘短时间接触浓度超标的地点集中在原料车间与烧成车间。本项目输送皮带、储料罐、喷雾干燥塔、混料器、砖坯干燥入口、辊底式隧道窑尾作业点定点粉尘浓度超标,相应的堆场巡检工、球磨机巡检工、干燥塔巡检工、混料器巡检工作业岗位工人接触粉尘浓度也超标。
2. 3. 2 有毒物质检测结果有毒物质结果判定标准依据《工作场所有害因素职业接触限值第1 部分: 化学有害因素》[2]。该项目存在的主要有毒物质检测结果见表2。检测结果表明在正常生产的情况下,各种有毒物质浓度未超过国家有关职业危害接触限值。
2. 3. 3 噪声检测结果测试24 个噪声作业点,合格率为75. 0%。噪声超标地点主要为破碎机、压机、抛光作业点。噪声结果判定标准依据《工作场所有害因素职业接触限值第2 部分: 物理因素》[3]。
2. 4 主要的职业病防制措施评价
2. 4. 1 职业病危害防护设施评价防尘: 本期工程采取综合防尘措施。该工程生产线基本实现了机械化、连续化; 设备和系统采取了较好的密封措施; 球磨、抛光采用了湿式作业。但陶瓷生产过程产生的粉尘以矽尘为主,危害较大,原料车间原料干燥及烧成车间烧成过程中仍有粉尘逸散是防尘重点,仍应加强密闭,加强除尘器的除尘效率。防毒: 煤气发生器为室外露天布置,原料干燥、砖坯烧制为负压燃烧方式,设有独立的进风、排风、燃气管道。该项目在设备运转正常的情况下,有毒气体职业病危害控制效果较好。防噪: 该项目噪声防治采用综合治理方式,首先从噪声源上加以控制,对于从声源上无法根治的生产噪声,采取行之有效的隔声、消声、吸音等措施,同时采取合理布局措施。该项目选用了传动式球磨机等低噪声设备,在球磨机、振动筛、压机等强振动设备设有隔振沟,压机设有减震措施。噪声危害得到一定控制。
2. 4. 2 个人使用的防护用品为工人配备了相应的口罩,但防护用品的数量及防护效果欠佳。
2. 4. 3 职业卫生管理该公司设有兼职机构和人员负责职业病防治工作,同时按照有关法律法规的规定建立了一系列管理制度。
2. 4 保质期系数的确定
在同温同湿的条件下,细菌增长繁殖的数量与时间成正比( 有限的时间内) ,也就是产品的质量与时间成反比。多次实验发现,温差为5℃的2 个任意温度下( 指0℃ ~ 37℃) 的菌落总数比率K△5 = 温度为( t + 5) ℃时的菌落总数Nt + 5 /温度为t℃时的菌落总数Nt,对储存期有极大影响。以此比例为保质期系数即K△5 = N37℃ /N32℃ = N32℃ /N27℃[3]。
2. 5 常温下的保质期计算根据产品37℃的保质期和保质期系数,可计算其他温度的保质期。产品在T2 温度的保质期,等于产品在T1 温度的保质期乘以保质期系数的N 次方。
3 讨论
在常规改变温度和湿度的情况下,通过产品在不同条件下存放不同的时间检测产品的菌落总数。根据细菌生长繁殖的最佳温度37℃为实验温度,通过存放不同的时间检测菌落总数,菌落总数的对数和存放时间基本符合半对数坐标系列,根据坐标得出公式lgN = b + KT ( lgN: 菌落总数的对数; b: 产品初始菌落总数的对数; K: 以第2d 和第10d 测得的菌落总数的对数为纵坐标,以培养天数为横坐标2 个点的斜率; T: 37℃培养天数) 。再设置不同的温度和相同的时间存放产品,同样测定菌落总数,计算产品的保质期系数,温差为5℃的2 个任意温度下( 指4℃ ~ 37℃) 的菌落总数比率K△5 = 温度为( t +5) ℃时的菌落总数Nt + 5 /温度为t℃时的菌落总数Nt,对储存期有极大影响,K△5 = N37℃ /N32℃ = N32℃ /N27℃。根据37℃的保质期和保质期系数就能计算出其它温度( 4℃ ~37℃) 下的保质期,这样就能在产品生产10d 之内得到保质期,以告诉生产和销售商产品的销售货价期,在产品到达保质期前就促销完毕或停止销售,避免不合格产品流落市场,避免食物中毒现象发生,保障消费者身体健康。




